
ベンダー加工とは?
ベンダー加工とは、プレスブレーキ(ベンダー機)と呼ばれる機械を使い、金属板を所定の角度に曲げる加工方法です。「曲げ加工」「折り曲げ加工」とも呼ばれます。
板金加工の工程の中で、切断(レーザー・タレパン)の次に行われる工程で、平らな板から立体的な形状を作るために不可欠な技術です。制御盤の側板・ブラケット・L字金具・チャンネル材など、製造現場で日常的に使われる板金部品の多くはベンダー加工によって作られています。
本記事では、ベンダー加工の原理から、スプリングバックの補正方法、展開長さの計算、金型の種類と選定、材質別の注意点まで、設計者・調達担当・技術者が実務で使える情報を詳しく解説します。
ベンダー加工の基本原理
プレスブレーキの基本構造
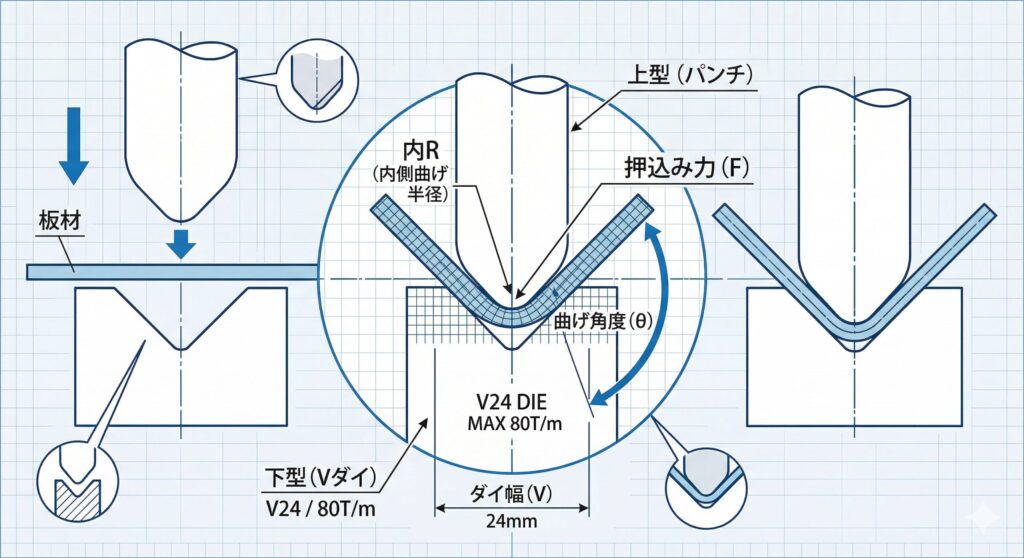
プレスブレーキは、上型(パンチ)と下型(ダイ)の組み合わせで板材を曲げます。パンチが板材を押し込み、ダイのV字溝に沿って板が変形することで所定の角度に曲がります。
- パンチ(上型):板材を上から押す刃。先端形状(先端R・角度)によって曲げの仕上がりが変わる
- ダイ(下型):板材を受ける台。V溝の幅(V幅)が曲げ精度とスプリングバックに影響する
- バックゲージ:板材の位置を決めるストッパー。NCベンダーではプログラムで自動制御される
V曲げ・L曲げ・U曲げの違い
| 曲げ種類 | 形状 | 特徴 | 主な用途 |
|---|---|---|---|
| V曲げ | V字形(90°前後) | 最も一般的。汎用金型で対応可能 | ブラケット・フレーム・パネル |
| L曲げ | L字形(片側フランジ) | 板の端部を折り返す。V曲げで対応可能 | 補強リブ・取付フランジ |
| U曲げ(コの字) | コの字形(両側フランジ) | 2回曲げが基本。曲げ順序の設計が重要 | チャンネル材・レール・ダクト |
| Z曲げ(段曲げ) | Z字形(オフセット) | 特殊金型(オフセット型)が必要 | 取付ステー・段差部品 |
スプリングバックとは?補正の考え方
なぜ曲げると戻るのか
金属には「弾性」があるため、曲げ力を解除するとわずかに元の方向に戻ります。この現象をスプリングバックと呼びます。設計上90°に曲げたくても、スプリングバックを考慮しないと曲げ後の角度が92°〜95°程度になってしまいます。
材質・板厚によるスプリングバック量の目安
| 材質 | 板厚 | スプリングバック量の目安 |
|---|---|---|
| SPCC(冷間圧延鋼板) | 1.0mm | 1〜3° |
| SPCC | 2.0mm | 2〜4° |
| SUS304(ステンレス) | 1.0mm | 3〜8° |
| SUS304 | 2.0mm | 5〜10° |
| A5052(アルミ) | 1.0mm | 2〜5° |
| 高張力鋼板(ハイテン) | 1.5mm | 5〜15° |
※上記は目安値です。実際の加工条件(金型形状・V幅・曲げ速度)によって変動します。
スプリングバックの補正方法
- オーバーベンド(角度補正):スプリングバック分を見越して余分に曲げる。最も一般的な補正方法
- コイニング(底突き):パンチをダイに完全に押し込み、材料に高圧をかけて塑性変形を確定させる。スプリングバックをほぼゼロにできるが、設備への負担が大きい
- 補正金型の使用:スプリングバックを見越した角度の金型を使用する
曲げ展開長さの計算方法
ニュートラルライン(中立面)とは
金属板を曲げると、外側は引っ張られて伸び、内側は圧縮されます。この引張も圧縮も受けない中間の面を中立面(ニュートラルライン)と呼びます。展開長さを計算する際は、この中立面の長さを基準にします。
展開長さの計算式
曲げ部の弧の長さは以下の式で計算します。
曲げ部の弧の長さ = π × (内R + K×t) × θ / 180
- 内R:曲げの内側半径(mm)
- t:板厚(mm)
- θ:曲げ角度(度)
- K係数:中立面の位置を示す係数(ソフト材:0.3〜0.4、中硬材:0.4〜0.45)
展開長さ = 直線部分の合計 + 各曲げ部の弧の長さの合計
計算例
SPCC t1.6mm、内R 1.6mm(板厚の1倍)、90°曲げの場合:
- K係数 = 0.40(中程度の硬さの鋼板)
- 曲げ部の弧の長さ = π × (1.6 + 0.40×1.6) × 90/180 = π × 2.24 × 0.5 ≈ 3.52mm
設計段階でこの値を展開図に反映することで、曲げ後の寸法精度が向上します。CADソフトでは自動計算されることも多いですが、計算の根拠を理解しておくことでトラブル対応がしやすくなります。
金型(パンチ・ダイ)の種類と選定
ダイV幅の選定基準
ダイのV溝の幅(V幅)は曲げ精度と加工力に影響します。一般的な選定基準は以下のとおりです。
V幅 = 板厚 × 6〜8倍
| 板厚 | 推奨V幅の目安 |
|---|---|
| 1.0mm | 6〜8mm |
| 1.6mm | 10〜12mm |
| 2.0mm | 12〜16mm |
| 3.2mm | 20〜25mm |
V幅が狭すぎると内Rが小さくなりすぎて割れが生じやすく、広すぎると精度が低下します。
パンチ・ダイの種類
| 金型の種類 | 用途 | 特徴 |
|---|---|---|
| 標準V型(汎用) | 90°前後の一般的な曲げ | 最も普及。ほぼ全ての板金業者が保有 |
| 鋭角型(アキュート) | 30°〜60°の鋭角曲げ | 先端が細いパンチで鋭い角度を実現 |
| R付きパンチ | 内Rを大きくしたい場合 | 割れリスクを低減。厚板・アルミに有効 |
| ヘミング型 | 板の端を折り返して密着させる | 板の端処理・安全対策に使用 |
| オフセット型(段曲げ) | Z曲げ・段差形状 | 1回のストロークで段差形状を形成 |
材質別のベンダー加工ポイント
最小曲げ半径(内R)の目安表
| 材質 | 最小内R(目安) | 備考 |
|---|---|---|
| SPCC(冷間圧延鋼板) | 板厚の0.5〜1倍 | 最も加工性が良い。小さなRが可能 |
| SUS304(ステンレス) | 板厚の1倍以上 | 加工硬化しやすい。Rが小さいと割れる |
| A5052(アルミ) | 板厚の1〜1.5倍 | 圧延方向に注意。平行方向は割れやすい |
| 銅板(C1100) | 板厚の0.5〜1倍 | 柔らかく加工性は良いが、表面傷に注意 |
| 高張力鋼板 | 板厚の2〜3倍以上 | スプリングバックが非常に大きい |
割れが起きやすい条件と防止策
- 圧延方向に平行な曲げ:板材の圧延方向(コイルの長さ方向)と平行に曲げると割れやすい。可能であれば圧延方向に対して90°(直角方向)に曲げるレイアウトを選ぶ
- 内Rが小さすぎる:上記の最小内Rを下回ると割れが生じる。設計変更が難しい場合は焼きなまし(アニール処理)で加工性を改善する
- 加工硬化材・調質材:加工によって硬化した素材(H材・T材)は曲げ性能が低下している。材料の調達仕様を確認する
亜鉛めっき鋼板(SGCC)の注意点
亜鉛めっき鋼板は曲げ部のめっきが剥がれることがあります。製品の耐食性要求が高い場合は、曲げ後に補修塗装を施すか、後めっき品を指定します。
ベンダー加工の適用範囲と限界
加工できる形状・できない形状
- 加工できる:L字・コの字・Z字・箱形(4方向曲げ)など直線曲げの組み合わせで表現できる形状
- 加工できない・困難:円弧形状・複雑な3次元曲面(これらはロールベンダーや絞り加工が必要)
曲げ順序の重要性
コの字(U字)形状や箱形を曲げる場合、曲げる順序を誤るとパンチがワークに干渉して加工できなくなります。
箱形(4方向曲げ)の正しい順序の例:
- 対向する短辺を先に曲げる
- 次に長辺を曲げる
- フランジが高い(深い)場合は、専用の細長いパンチ(グースネックパンチ)を使用する
NCベンダーと手曲げの使い分け
- NCベンダー(バックゲージ制御):バックゲージが自動で位置決めするため、寸法精度が高く・繰り返し精度が良い。量産・精度要求の高い部品に適す
- 手曲げ(マニュアルベンダー):作業者がバックゲージを手動で調整。試作・複雑な形状・1個からの少量加工に適す。精度は作業者の技量に依存
ベンダー加工 vs プレス加工の選定基準
| 観点 | ベンダー加工 | プレス加工(順送プレス等) |
|---|---|---|
| 向いているロット数 | 1〜数千個(小〜中ロット) | 数万個以上(大量生産) |
| 初期コスト | 低い(汎用金型を使い回せる) | 高い(専用金型が必要) |
| 形状の自由度 | 高い(金型変更で対応) | 低い(金型が形状を固定する) |
| 精度 | 中程度(NCベンダーで±0.1〜0.3mm) | 高い(金型精度に依存) |
| 複雑な立体形状 | 苦手(直線曲げの組み合わせが基本) | 得意(金型で一体成形) |
発注・設計時の注意点
図面への指示
- 内Rの指示:図面には内Rの値を明記する(例:「R1.6」)。未記載の場合は加工業者の標準値になる
- 曲げ公差:一般公差の場合は±0.2〜0.5mm程度、精密部位は個別に公差を指定する
- 曲げ方向の指示:断面図または矢印で明確に示す
- 仕上がり寸法の基準:「外寸(外側面の距離)」か「内寸(内側面の距離)」かを明記する
曲げ近傍の穴位置・切り欠きの注意点
曲げ線に近い位置に穴や切り欠きがあると、曲げ時に変形して穴が歪む場合があります。穴の端からの距離は、最低でも「板厚の1.5〜2倍以上」を確保することが推奨されます。やむを得ない場合は、曲げ後に穴あけ加工を行う工程分割を検討します。
関連記事
まとめ
ベンダー加工は、板金加工の中で形状を立体化するための核心工程です。本記事のポイントを整理します。
- スプリングバックは材質・板厚・V幅によって変化し、オーバーベンドやコイニングで補正する
- 展開長さの計算はニュートラルライン(中立面)を基準に行い、K係数は材質で変わる
- ダイのV幅は板厚の6〜8倍が標準。狭すぎると割れ、広すぎると精度低下につながる
- 最小内Rは材質により異なる。SUS304は板厚の1倍以上、高張力鋼は2〜3倍以上を確保する
- 曲げ順序を誤ると金型干渉が起きる。箱形状は対向する短辺から曲げ始めるのが基本
- 図面には内R・曲げ公差・仕上がり寸法の基準(内寸か外寸か)を明記する

コメント