アルマイト処理とは?
アルマイト処理とは、アルミニウムの表面に人工的に酸化皮膜(アルミナ:Al₂O₃)を形成する表面処理技術です。英語では「Anodizing(陽極酸化処理)」と呼ばれ、アルミニウムを電解液の中で陽極として通電することで皮膜を生成します。
アルミニウムは本来、空気中で自然に薄い酸化皮膜を形成しますが、その厚さは数nm(ナノメートル)程度に過ぎません。アルマイト処理によって形成される皮膜は5〜25μm(マイクロメートル)と、自然酸化皮膜の数百〜数千倍の厚さがあり、耐食性・耐摩耗性・絶縁性が大幅に向上します。
カメラのボディ、スマートフォンのフレーム、航空機の外装パネル、建材のサッシなど、軽量かつ耐久性が求められる製品に広く採用されています。
アルマイト処理の工程
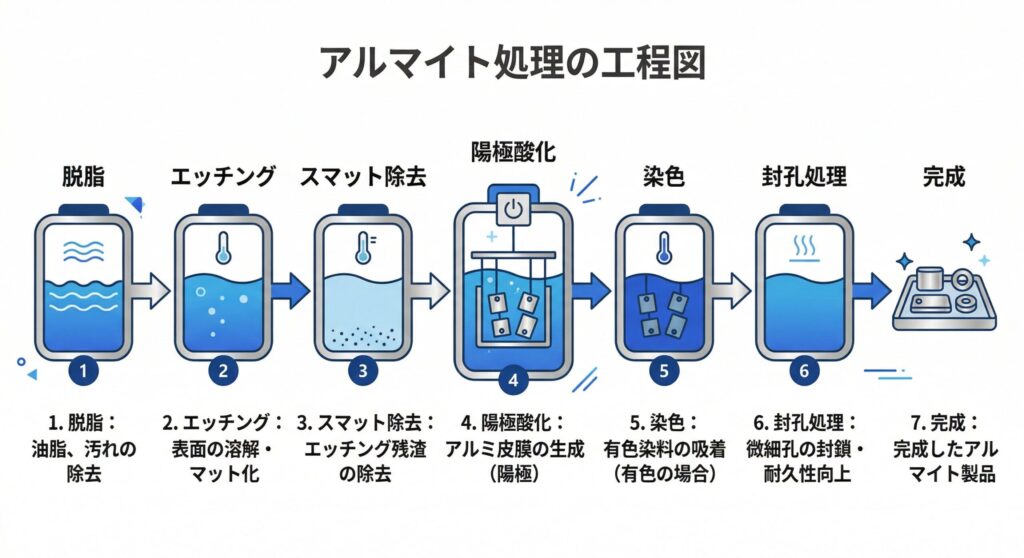
① 前処理(脱脂・エッチング・スマット除去)
アルマイト処理の品質は前処理の精度に大きく左右されます。前処理が不十分だと、皮膜ムラや不良の原因になります。
- 脱脂:アルカリ性または酸性の洗浄液で油脂・汚れを除去する。油分が残ると密着不良の原因になる
- エッチング(化学研磨):苛性ソーダ(NaOH)水溶液で表面の自然酸化皮膜と微小な凹凸を溶解・均一化する。表面の質感に影響する重要な工程
- スマット除去(デスマット):エッチング後に表面に残るシリコンやマンガンなどの不溶性成分(スマット)を硝酸などで除去する
② 陽極酸化(電解)
希硫酸(H₂SO₄)を主成分とする電解液の中でアルミニウムを陽極として電流を流し、表面に酸化皮膜を形成します。
処理条件の目安(普通アルマイトの場合):
| 項目 | 条件の目安 |
|---|---|
| 電解液 | 硫酸濃度 150〜200 g/L |
| 電解液温度 | 18〜22℃ |
| 電流密度 | 1〜2 A/dm² |
| 処理時間と皮膜厚の目安 | 約1μm/分(電流密度・温度により変動) |
処理時間を長くするほど皮膜が厚くなりますが、一定以上になると皮膜の溶解も進むため、目標厚に応じた電流密度と時間の管理が重要です。
③ 染色(カラーアルマイトの場合)
陽極酸化後の皮膜は多孔質構造(微細な孔が無数に存在する状態)になっており、この孔に染料を吸着させることでカラーアルマイトが実現します。封孔処理の前に行い、封孔後は孔が閉じるため色が定着します。
染色では染料の濃度・pH・温度・浸漬時間の管理が重要で、これらのばらつきが色ムラの主な原因になります。
④ 封孔処理
陽極酸化後の多孔質な皮膜を封じて耐食性と耐汚染性を高める工程です。封孔処理の種類によって性能と環境対応性が異なります。
| 封孔処理の種類 | 方法 | 耐食性 | 環境対応 | 特徴 |
|---|---|---|---|---|
| 沸水封孔 | 純水を95℃以上で30分以上処理 | 高い | ○ | 最も一般的。環境負荷が少ない |
| 重クロム酸塩封孔 | 重クロム酸カリウム水溶液で処理 | 非常に高い | ×(六価クロム含有) | 耐食性は最高水準だがRoHS規制の対象。廃止傾向 |
| 常温封孔 | フッ化ニッケル系溶液で常温処理 | 中程度 | △ | 省エネ・短時間。後処理として塗装する場合に適す |
現在はRoHS指令(有害物質使用制限指令)への対応から、六価クロムを含む重クロム酸塩封孔は廃止が進んでいます。欧州向け製品では特に注意が必要です。
皮膜の種類と規格(JIS H 8601)
アルマイト処理の品質はJIS H 8601「アルミニウム及びアルミニウム合金の陽極酸化皮膜」で規定されています。特に重要なのが皮膜の厚さ区分です。
皮膜厚さ区分(AA等級)と用途対応
| 等級 | 最小皮膜厚(μm) | 主な用途 |
|---|---|---|
| AA5 | 5 | 屋内装飾用・インテリア部品(負荷が少ない環境) |
| AA10 | 10 | 一般工業用・軽度の屋外使用 |
| AA15 | 15 | 一般工業用・機械部品・建築外装(標準的な用途に最も多用) |
| AA20 | 20 | 耐食性・耐摩耗が必要な用途・建材サッシの標準 |
| AA25 | 25 | 厳しい腐食環境・重工業用途 |
図面への指示例:「陽極酸化皮膜 JIS H 8601 AA15」と記載することで、皮膜厚15μm以上を指示できます。
普通アルマイト vs 硬質アルマイト
用途に応じて処理条件と皮膜特性が大きく異なります。
| 項目 | 普通アルマイト | 硬質アルマイト |
|---|---|---|
| 皮膜厚の目安 | 5〜25μm | 25〜100μm以上 |
| 電流密度 | 1〜2 A/dm² | 3〜5 A/dm² |
| 電解液温度 | 18〜22℃ | 0〜5℃(低温) |
| 皮膜硬度 | HV150〜250 | HV350〜450 |
| 主な用途 | 装飾・一般工業部品・建材 | 精密機械・油圧部品・航空部品 |
| 色 | 透明〜淡グレー(染色可) | 濃灰色〜黒(染色困難) |
硬質アルマイトは耐摩耗性が求められる油圧シリンダーのシャフト、精密ガイド、治具類などに多用されます。硬度がHV350〜450と高く、鋼鉄(HV200〜300)を上回ることもあります。
アルミ合金種別の処理適性
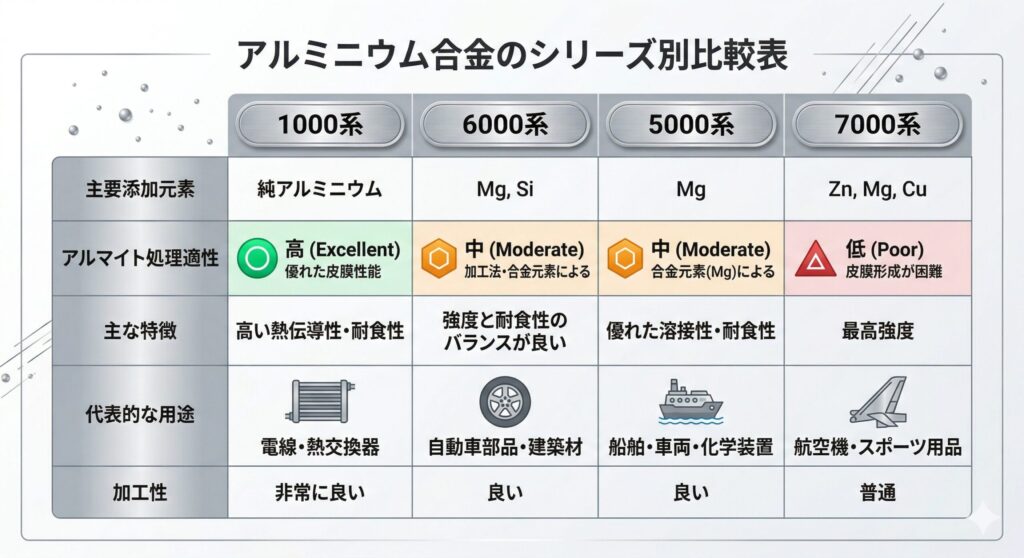
アルミニウム合金の種類によって、アルマイト処理の仕上がりや適性が大きく異なります。
| 合金系 | 代表規格 | 処理適性 | 特記事項 |
|---|---|---|---|
| 1000系(純アルミ) | A1050・A1100 | ◎ 非常に良好 | 均一で透明感のある皮膜が得られる。装飾用途に最適 |
| 6000系(Al-Mg-Si系) | A6061・A6063 | ○ 良好 | 機械的強度と加工性のバランスが良く、建材・構造部品に多用。アルマイト適性も高い |
| 5000系(Al-Mg系) | A5052・A5083 | ○ 良好 | 板金加工に最も多用される合金。Mg含有量が高いほど若干くすみが出やすい |
| 7000系(Al-Zn系) | A7075 | △ 注意が必要 | 高強度だが亜鉛含有量が多く、皮膜の色ムラが出やすい。航空・スポーツ用途 |
| 2000系(Al-Cu系) | A2017・A2024 | △ 注意が必要 | 銅含有量が多く、腐食しやすい。アルマイト皮膜の品質が安定しにくい |
| 鋳造アルミ(AC4Cなど) | JIS H 5302 | × 不向き | シリコン含有量が多く(7〜12%)、皮膜が不均一になりやすい。アルマイト処理は適さないケースが多い |
注意点:鋳造アルミ(ダイカスト品)にアルマイト処理を施したい場合は、事前に処理業者に確認することを推奨します。高シリコン合金では皮膜の均一性確保が困難です。
アルマイト処理で起きやすい不良と対策
品質担当・設計者が知っておくべき代表的な不良と、その原因・対策をまとめます。
| 不良の種類 | 症状 | 主な原因 | 対策 |
|---|---|---|---|
| 焼け | 局所的な黒ずみ・皮膜の剥離 | 電流密度が過剰・電解液の撹拌不足による局部過熱 | 電流密度の見直し・冷却管理の強化・電極配置の最適化 |
| 色ムラ・染色斑 | 染色後に色が不均一になる | 封孔前の洗浄不足・染色液のpH/温度管理ミス・前処理のエッチングムラ | 洗浄工程の徹底・染色液の管理強化・前処理条件の見直し |
| ピット(穴あき) | 皮膜表面に微小な穴が生じる | 前処理(脱脂・スマット除去)の不足・素材表面の傷・異物付着 | 前処理工程の徹底・素材の品質確認 |
| 皮膜厚のばらつき | 部位によって皮膜厚が異なる | 電解液の撹拌不足・電極と被処理品の距離が不均一 | 撹拌条件の最適化・治具設計の見直し |
| 密着不良 | 皮膜が剥がれる | 脱脂不足による油脂の残留・素材の残留応力 | 脱脂工程の強化・素材の前処理条件確認 |
アルマイト処理の用途・適用製品

アルマイト処理は多岐にわたる産業で活用されています。主な用途と製品例を紹介します。
航空・宇宙
- 機体の外装パネル・フレーム部品(軽量化と耐食性の両立)
- 油圧シリンダーのシャフト・ハウジング(硬質アルマイト)
医療・精密機器
- 医療機器の外装・手術器具(清潔性・耐薬品性)
- 精密機器のフレーム・ブラケット(寸法安定性・絶縁性)
電子・IT機器
- スマートフォン・タブレットのフレーム(カラーアルマイト)
- カメラのボディ・レンズバレル(意匠性と耐摩耗性)
- 放熱フィン・ヒートシンク(熱放射率の向上)
建材・建築
- 建材のサッシ・カーテンウォール(長期耐候性)
- エレベーターの内装パネル(意匠性と耐久性)
アルマイト vs 他表面処理の選定基準
アルマイト処理を選ぶかどうかは、用途・コスト・環境規制への対応などを総合的に判断します。
| 観点 | アルマイト | 亜鉛メッキ | ニッケルメッキ | 粉体塗装 |
|---|---|---|---|---|
| 対象素材 | アルミのみ | 鉄・亜鉛合金 | 各種金属 | ほぼ全金属 |
| 耐食性 | 高い | 中程度 | 高い | 高い(膜厚による) |
| 耐摩耗性 | 高い(特に硬質) | 低い | 高い | 中程度 |
| 絶縁性 | あり | なし | なし(導電体) | あり |
| RoHS対応 | ○(六価クロム封孔を除く) | ○(三価クロメートを使用) | 要確認 | ○(鉛フリー塗料使用) |
| コスト目安 | 中程度 | 低い | 高い | 中程度 |
| カラー展開 | 豊富(染色可) | 限定的 | シルバー系 | 非常に豊富 |
アルマイトが向かないケース
- 鋼板・鉄部品(アルミ専用の処理のため適用不可)
- 鋳造アルミ(高シリコン品):皮膜品質が安定しない
- 異種金属が接触する部位:電位差腐食(ガルバニック腐食)のリスクがある
アルマイト処理の発注時の注意点
図面指示方法
設計図面には以下を明記することで、処理業者とのトラブルを防げます。
- 規格と等級:「陽極酸化皮膜 JIS H 8601 AA15」のように皮膜厚を指定
- 処理の種類:普通アルマイト or 硬質アルマイト(Hard Anodizing)
- 色・染色の有無:「ナチュラル(無着色)」「ブラック染色」など
- 封孔処理の種類:環境規制対応が必要な場合は「六価クロムフリー」を明示
寸法公差への影響
アルマイト処理を施すと、皮膜厚分(片面で5〜25μm)だけ寸法が変化します。嵌め合い精度が必要な部位では、皮膜厚を考慮した「アローアンス(予め削り代を設けること)」が必要です。
例:皮膜厚AA15(15μm)を指定する場合、両面で最大30μmの寸法変化が生じます。精密な嵌め合い部位(H7/g6など)では、処理前の寸法を設計段階で処理業者と確認してください。
関連記事
まとめ
アルマイト処理は、アルミニウムの性能を最大限に引き出すために欠かせない表面処理技術です。本記事のポイントを整理します。
- アルマイト処理は陽極酸化によりアルミ表面に酸化皮膜を形成し、耐食性・耐摩耗性・絶縁性を向上させる
- 皮膜厚はJIS H 8601でAA5〜AA25に区分。一般工業用途ではAA15が標準的
- 硬質アルマイトは皮膜硬度HV350〜450で、精密機械・航空部品に適する
- 鋳造アルミ(高シリコン品)はアルマイト処理に不向き。事前に業者確認が必要
- 封孔処理は環境規制(RoHS)の観点から重クロム酸塩封孔を避け、沸水封孔や常温封孔を選択する
- 図面指示はJIS規格番号・皮膜厚・封孔種類を明記し、精密部位では寸法アローアンスを設ける


コメント