
板金加工とは?
板金加工とは、金属の板(板材)を切断・曲げ・溶接などの工程で成形し、目的の形状に仕上げる加工方法です。英語では「Sheet Metal Fabrication」と呼ばれ、薄い金属板を素材とすることが大きな特徴です。
身の回りで見られる制御盤の筐体、工場の機械カバー、エレベーターの内壁パネル、厨房機器のステンレス部材など、多くの金属製品が板金加工によって作られています。切削加工とは異なり、材料を削り取るのではなく「変形させる」ことで形状をつくるため、材料のムダが少なく、薄肉で複雑な形状にも対応できます。
本記事では板金加工の基礎から、工程ごとの技術的なポイント、材料の選び方、発注時の注意点まで、初心者から発注担当者まで役立つ情報をまとめて解説します。
板金加工とは
板金加工で使われる主な材料と板厚の目安
板金加工で使われる材料は用途によって異なります。代表的な材料の特徴と、よく使われる板厚の目安を以下にまとめます。
| 材料 | 代表規格 | 主な用途 | よく使われる板厚 | 特徴 |
|---|---|---|---|---|
| 冷間圧延鋼板(SPCC) | JIS G3141 | 制御盤筐体・機械カバー | 1.0〜3.2mm | 加工性が高く、コストが低い。塗装下地として一般的 |
| ステンレス鋼板(SUS304) | JIS G4305 | 厨房機器・食品機械・医療機器 | 1.0〜3.0mm | 耐食性・耐熱性に優れる。硬いため加工コストが高め |
| アルミニウム合金板(A5052) | JIS H4000 | 電気部品ケース・航空部品 | 1.0〜4.0mm | 軽量で耐食性がある。鉄の約1/3の重さ |
| 亜鉛メッキ鋼板(SGCC) | JIS G3302 | 空調ダクト・建材 | 0.8〜2.3mm | 防錆処理済みのため、そのまま使用できる場面も多い |
| 銅板(C1100) | JIS H3100 | 電気部品・バスバー | 0.5〜3.0mm | 導電性・熱伝導性に優れる。高コスト |
材料選定のポイント
- 使用環境:屋外・水回り・食品接触ならSUS304、軽量化優先ならアルミ、コスト重視ならSPCC
- 板厚と強度:板厚が厚いほど強度は上がるが、曲げ加工の難易度とコストも増す
- 後工程:塗装するならSPCC、塗装不要で外観を活かすならSUSやアルミが向く
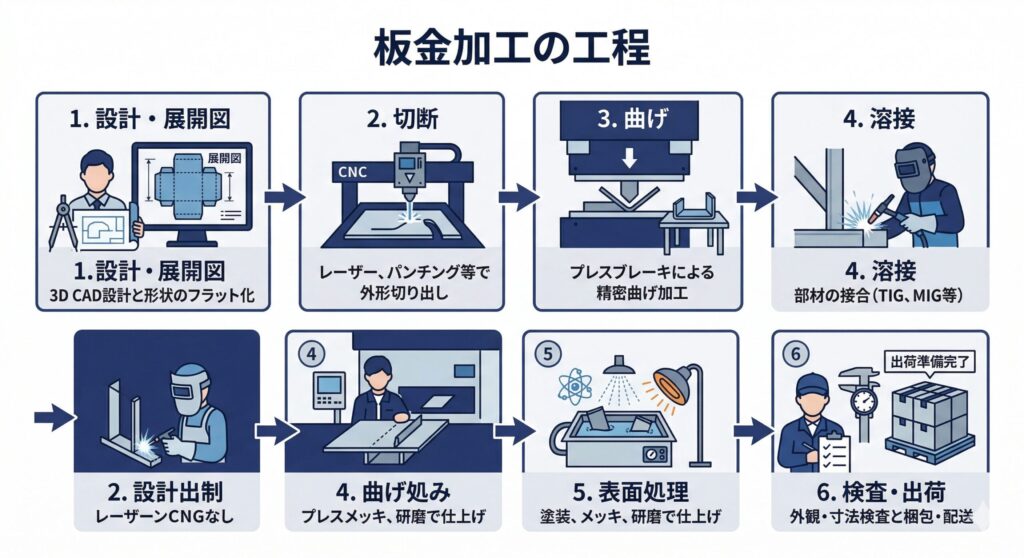
板金加工の工程全体フロー
板金加工は複数の工程を経て製品が完成します。工程を順番に理解しておくと、発注時の仕様決定や不良原因の特定がしやすくなります。
① 設計・展開図作成
3D形状をCADで設計したあと、板を平らに展開した「展開図」を作成します。曲げ部分には「曲げ代」と呼ばれる長さの補正が必要で、この計算精度が製品寸法の仕上がりに直結します。展開図の精度が低いと、曲げ後に寸法がずれる原因になります。
② 切断
展開図に合わせて、板材を必要な形状に切断します。代表的な切断方法は以下の3種類です。
| 工法 | 精度 | 向いている用途 | 特徴 |
|---|---|---|---|
| レーザー切断 | ±0.1mm | 複雑形状・小ロット・試作 | 刃物不要で形状変更が容易。切断面がきれい |
| タレパン(タレットパンチ) | ±0.1〜0.3mm | 穴あけ・多数個取り・量産 | 多数の穴を高速で打ち抜ける。金型費用が必要 |
| シャーリング | ±0.5mm程度 | 直線カット・大判の荒取り | 最も低コスト。直線のみ対応 |
小ロット・試作品ではレーザー切断が主流です。量産でコストを抑えるならタレパンとの組み合わせが有効です。
③ 曲げ(ベンダー加工)
プレスブレーキ(ベンダー機)を使い、金型(パンチとダイ)で板材を曲げます。曲げ加工で注意すべきは「スプリングバック」と呼ばれる現象で、金属の弾性により曲げを解除すると角度が戻ります。スプリングバック量は材質・板厚・曲げ半径によって異なり、経験値をもとに事前補正して加工します。
最小曲げ半径の目安(SPCCの場合):板厚の0.5〜1倍以上が推奨。これを下回ると割れが生じやすくなります。
④ 溶接・接合
複数のパーツを組み合わせて接合します。板金加工でよく使われる溶接方法は以下のとおりです。
- TIG溶接:仕上がりがきれいで精密。ステンレスや薄板に適す
- MIG/MAG溶接:溶接速度が速く、量産向き
- スポット溶接:2枚の板を電気抵抗で点溶接。自動車や家電に多用
溶接の最大の課題は「歪み」です。熱の影響で母材が変形するため、治具による固定や溶接順序の工夫で歪みを最小化します。

⑤ 表面処理
製品の用途に応じて表面処理を施します。主な表面処理とその目的は以下のとおりです。
- 塗装(粉体塗装・液体塗装):防錆・意匠性向上。SPCCで最もよく使われる
- アルマイト処理:アルミ専用の酸化皮膜処理。耐食性・硬度向上
- メッキ(亜鉛メッキ・ニッケルメッキ):防錆・導電性確保
- ヘアライン仕上げ:ステンレスの研磨仕上げ。厨房機器などに多用
⑥ 検査・出荷
寸法・外観・機能の検査を経て出荷されます。寸法検査では図面の公差(許容される寸法のばらつき範囲)に対して合否を判定します。板金加工の一般的な公差は±0.1〜0.5mm程度で、精度が要求される部分は図面に個別公差を明記します。
板金加工で作られる製品の具体例

板金加工は幅広い産業で活用されています。代表的な製品例を業種別に紹介します。
電機・制御系
- 制御盤・配電盤の筐体(ボックス本体・扉・内部ブラケット)
- サーバーラックのフレーム・パネル
- 電源装置のシャーシ
機械・設備系
- 工作機械のカバー・安全カバー
- 搬送装置のフレーム・ステー
- エアコン・空調機器のケーシング
食品・医療系
- ステンレス製の厨房機器(調理台・シンク・棚)
- 食品製造ラインの搬送ガイド
- 医療機器の外装パネル
切断工法の選定基準まとめ
「レーザーとタレパンのどちらを使うか」は、発注者が知っておくべき重要な判断ポイントです。以下の基準を参考にしてください。
| 条件 | 推奨工法 | 理由 |
|---|---|---|
| 試作・小ロット(1〜10個程度) | レーザー切断 | 金型不要で形状変更が容易 |
| 複雑な外形・細かい輪郭 | レーザー切断 | 任意形状に対応できる |
| 同一形状の大量穴あけ(量産) | タレパン | 高速・低コストで繰り返し加工できる |
| 板の直線カットのみ | シャーリング | 最も安価 |
| 板厚6mm以上の厚板 | プラズマ切断・ウォータージェット | レーザーの出力限界を超える場合に使用 |
発注時に知っておきたい注意点
コストが上がりやすい形状・条件
板金加工の見積もりに影響する主な要因は以下のとおりです。発注前に設計を見直すことでコスト削減につながります。
- 小さな穴・細いスリット:板厚以下の穴径は加工難易度が高く、工具破損リスクもある
- 急角度の曲げ・複数回曲げ:曲げ回数が増えるほど工数と誤差が増える
- 溶接箇所が多い:手作業の溶接は工数直結。スポット溶接化や接合方法の変更でコスト削減できる場合がある
- 表面処理の種類:アルマイトや特殊メッキは外注工程になり、リードタイムとコストが増す
- 超精密公差の指定:±0.05mm以下の公差は加工・検査の難易度が大幅に上がる
図面作成時のポイント
板金部品を外注する際、図面に明記すべき情報は以下のとおりです。
- 材質・規格:SPCC、SUS304-2B、A5052-H34 など規格を明示する
- 板厚:公称板厚(例:t1.6、t2.0)を記入する
- 表面処理の種類と仕様:塗装色・膜厚・メッキの種類など
- 公差:一般公差で良い場所と、個別公差が必要な場所を区別して記入する
- 曲げ方向・内Rの指定:板厚によって最小曲げ半径が変わるため、設計段階で加工業者に確認する
試作品と量産品で異なる推奨フロー
試作と量産では最適な工程が異なります。
| 試作品 | 量産品 | |
|---|---|---|
| 切断 | レーザー切断(金型不要) | タレパン+シャーリング併用 |
| 曲げ | 汎用金型で対応 | 専用金型で精度・速度向上 |
| 溶接 | TIG溶接(精度優先) | スポット溶接・MAG溶接(速度優先) |
| 表面処理 | 省略可または簡易塗装 | 量産対応のライン塗装 |
試作段階で量産工法を前提に設計しておくと、量産移行時の設計変更が少なくなります。
板金加工の各工程をさらに詳しく知るには
本記事は板金加工の全体像を把握するための入門記事です。各工程の詳細については以下の記事で深掘りしています。
- レーザー加工とは?種類と仕組み、用途を初心者向けにわかりやすく解説
- タレパン加工とは?特徴とレーザー加工との違い
- ベンダー加工とは?曲げ加工の仕組みと金型の種類
- 金型とは?板金加工で使われる金型の役割と種類
- 板厚とは?金属加工における重要性と選定ポイント
まとめ
板金加工は、金属板を切断・曲げ・溶接・表面処理という工程を経て製品に仕上げる加工方法です。本記事のポイントを整理します。
- 材料はSPCC・SUS304・A5052の3つを押さえておけば、多くのケースに対応できる
- 切断工法はロット数と形状の複雑さで選ぶ。試作はレーザー、量産はタレパンが基本
- 曲げ加工では「スプリングバック」に注意。材質・板厚に応じた補正が必要
- 溶接は歪みが最大の課題。治具固定と溶接順序の工夫が品質を左右する
- 発注時は材質・板厚・表面処理・公差を図面に明記することでトラブルを防げる
板金加工は幅広い産業を支える基盤技術です。工程の流れと各工程の注意点を理解しておくことで、設計・調達・品質管理のいずれの立場でも適切な判断ができるようになります。


コメント