
スポット溶接とは?
スポット溶接とは、2枚以上の金属板を電極で挟み込み、電気抵抗によって発生する熱で溶融・接合する溶接方法です。英語では「Resistance Spot Welding(RSW)」と呼ばれます。
溶接部(接合点)が点状になることから「スポット(点)溶接」と呼ばれ、自動車ボディの製造工程では1台あたり数千点のスポット溶接が行われています。加工速度が速く、溶接材料(溶加棒・溶接ワイヤー)が不要なため、大量生産に特に適した溶接方法です。
スポット溶接の原理と仕組み
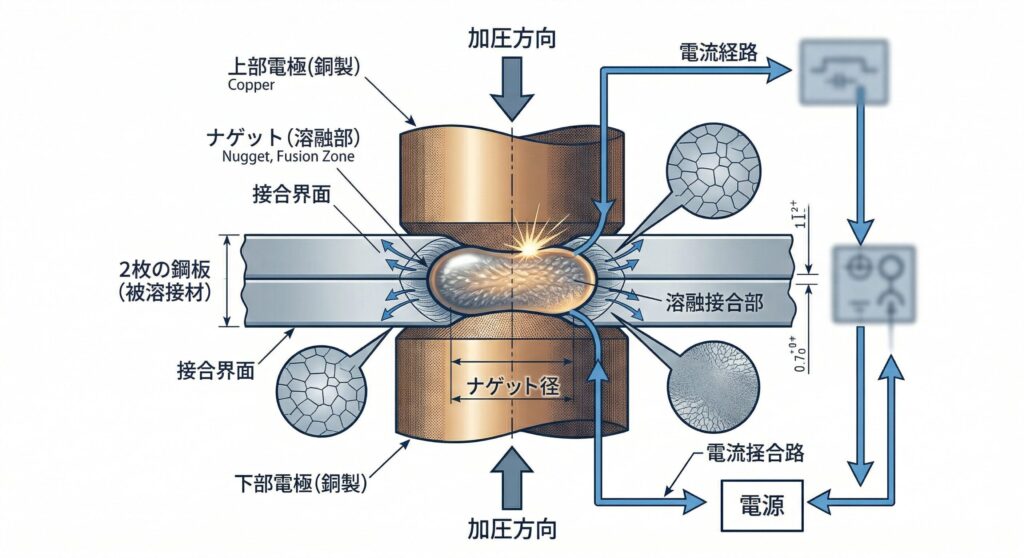
スポット溶接は以下の3つの要素によって接合部(ナゲット)を形成します。
- 加圧(電極で挟む):銅合金製の電極で板材を上下から挟み込み、適切な圧力を加える
- 通電(電流を流す):大電流(数kA)を短時間(数十ms〜数百ms)流す
- 発熱・溶融(抵抗熱で溶かす):金属の電気抵抗によって接触面に熱が発生し、板が溶融してナゲット(溶融凝固した金属の核)を形成する
ナゲットが凝固することで2枚の板が接合されます。溶接材料(溶加材)が不要で、接合部が点状になるため溶接変形が少ないことが特徴です。
スポット溶接のパラメータと条件設定
溶接品質を決める3つの要素
スポット溶接の品質は主に以下の3パラメータで決まります。
| パラメータ | 単位 | 役割 |
|---|---|---|
| 加圧力(電極荷重) | kN(キロニュートン) | 板材の密着と散り防止。不足すると散りが発生しやすい |
| 溶接電流 | kA(キロアンペア) | 発熱量に直結。低すぎると溶着不足、高すぎると散りや穴あきが生じる |
| 通電時間 | cycle(サイクル、1/60秒)またはms(ミリ秒) | 発熱量に影響。板厚・材質によって最適時間が異なる |
板厚別の溶接条件の目安(SPCC軟鋼の場合)
| 板厚(2枚重ね) | 電極径の目安 | 加圧力の目安 | 溶接電流の目安 | 通電時間の目安 |
|---|---|---|---|---|
| 0.8mm×2枚 | φ4〜5mm | 1.5〜2.0kN | 6〜8kA | 8〜12cycle |
| 1.0mm×2枚 | φ5〜6mm | 2.0〜3.0kN | 8〜10kA | 10〜15cycle |
| 1.6mm×2枚 | φ6〜7mm | 3.0〜4.0kN | 10〜12kA | 12〜18cycle |
| 2.3mm×2枚 | φ7〜8mm | 4.0〜5.5kN | 12〜15kA | 15〜22cycle |
※上記はあくまで目安値です。使用する溶接機・電極形状・材料ロットにより最適条件が異なります。新規板厚・材質での溶接開始前には試打ちを行い、ナゲット径を確認してから量産に入ることが原則です。
ナゲットの品質基準と検査方法
適正ナゲット径の目安
溶接品質の基本指標はナゲット径(接合部の溶融直径)です。JIS Z 3140「スポット溶接部の外観試験」では、ナゲット径の目安として「溶接される薄板の板厚の平方根×5」が一般的な目安として知られています。
目安式:ナゲット径(mm)≥ 5 × √t(tは薄い方の板厚mm)
例:1.0mm板のナゲット径の最小目安 = 5 × √1.0 = 5mm
検査方法
| 検査方法 | 特徴 | 用途 |
|---|---|---|
| 外観検査 | 目視・寸法計測。散り・電極痕・穴あきを確認 | 全数または抜き取り |
| 引張せん断試験 | 溶接部に引張力を加えて強度を測定。破壊検査 | 初期条件確認・定期サンプリング |
| 十字引張試験 | 溶接部に垂直方向の引張力を加えて強度測定 | 高強度要求部品の確認 |
| 断面観察(マクロ) | 溶接部を切断・研磨してナゲット断面を目視・計測 | 条件設定時・不良解析 |
| 超音波探傷 | 非破壊でナゲット径を推定 | 量産ラインのインライン検査 |
スポット溶接で起きやすい不良とその原因
| 不良の種類 | 症状 | 主な原因 | 対策 |
|---|---|---|---|
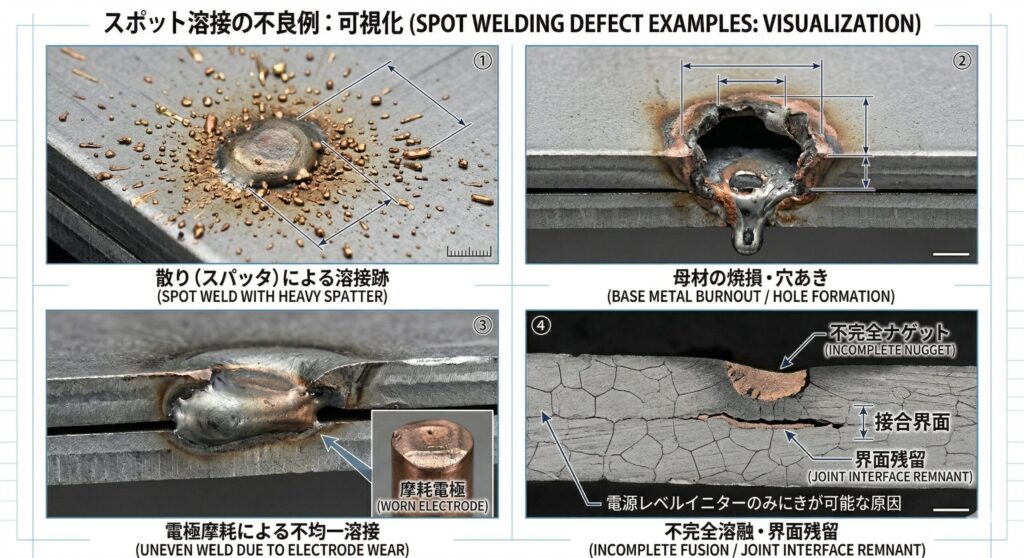
| 散り(スパッタ) | 溶融金属が周囲に飛び散る | 加圧力不足・電流過大・板の浮きや位置ずれ | 加圧力を上げる・電流を下げる・板の密着を確認 |
| 溶着不足(ナゲット小) | 接合強度不足・剥離 | 電流不足・通電時間不足・電極摩耗 | 電流・時間を増加・電極を交換またはドレッシング |
| 母材穴あき(バーンスルー) | 板材に穴があく | 電流過大・通電時間過長・加圧力不足 | 電流・時間を下げる・加圧力を適正値に調整 |
| 割れ(溶接クラック) | ナゲット部にひび割れが生じる | 急激な冷却・高張力鋼や厚板の溶接 | 後熱処理・テンパー通電の追加・電流条件の見直し |
| 電極粘着(溶着) | 電極が板材に張り付く | 電極先端の汚れ・メッキ付着・電流過大 | 電極ドレッシング(先端整形)・電流条件の見直し |
電極摩耗と打点管理の実務
銅合金製の電極は打点を重ねるごとに摩耗・変形し、電極先端の接触面積が増大します。これにより電流密度が低下し、ナゲット径が小さくなります。
電極ドレッシング(先端整形)の目安:
- 一般的な目安:200〜500打点ごとに先端を整形(チップドレッサーで削り出す)
- 亜鉛めっき鋼板では表面のめっきが電極に付着するため、50〜100打点で頻繁なドレッシングが必要
- 電極の全長が規定量摩耗したら交換(使い捨て電極チップ方式の場合は定期交換)
材質別の注意点
軟鋼(SPCC・SGCC)
最も溶接しやすい材質。標準条件で安定したナゲットが得られます。亜鉛めっき鋼板(SGCC)はめっき層の溶融により散りが出やすく、電極へのめっき付着も多いため、ドレッシング頻度を増やします。
高張力鋼板(ハイテン鋼)
自動車の軽量化に伴い使用量が増加しています。硬度が高いため割れが発生しやすく、テンパー通電(後加熱)や加圧力制御が必要です。700MPa以上のハイテンでは専用の溶接条件設計が必要です。
ステンレス鋼(SUS304)
電気抵抗が軟鋼より高く、発熱しやすいため電流値は軟鋼より低めに設定します。熱伝導率が低く、熱影響部が広がりやすいため、通電時間の管理が重要です。
亜鉛めっき鋼板
めっき層が電気抵抗を変化させるため、軟鋼単体と異なる条件設定が必要です。めっきの溶融ガスが閉じ込められると散りや穴あきの原因になります。事前に条件を最適化し、試打ちで確認することが必須です。
スポット溶接が使われる製品・業界
自動車産業
自動車ボディ(ホワイトボディ)の製造では、1台あたり3,000〜5,000点のスポット溶接が行われます。ロボット溶接ガンによる高速・高精度の自動化が進んでいます。
家電・電気機器
洗濯機・冷蔵庫の外装パネル、制御盤の筐体、家電製品の金属フレームなどに多用されます。板厚0.8〜2.0mmの薄板接合に特に適しています。
建材・鉄鋼構造
スタッド(ナット・ボルト)溶接として、フラッシュ溶接の一形態も建材・床材に使われます。
他溶接工法との比較と選定基準
| 観点 | スポット溶接 | TIG溶接 | MIG/MAG溶接 | レーザー溶接 |
|---|---|---|---|---|
| 溶接速度 | 非常に速い | 遅い | 速い | 非常に速い |
| 溶接材料 | 不要 | 必要(溶接棒) | 必要(ワイヤー) | 不要(基本) |
| 外観品質 | 電極痕あり | 非常に高い | 中程度 | 非常に高い |
| 設備コスト | 低〜中 | 低い | 低〜中 | 非常に高い |
| 向いている素材・板厚 | 薄板(0.5〜4mm)の重ね継手 | 薄板〜中板、精密部品 | 中板〜厚板 | 薄板〜中板 |
| 自動化適性 | 非常に高い(ロボット溶接) | 中程度 | 高い | 非常に高い |
スポット溶接を選ぶ目安:薄板の重ね継手・大量生産・溶接材料のコスト削減・溶接変形の最小化が優先される場合に最適です。外観品質(電極痕を見せたくない)や突合せ継手が必要な場合はTIG溶接またはレーザー溶接を選びます。
スポット溶接設備の種類
- ペデスタル型(定置型):テーブルに固定されたアーム型。中小規模の板金工場で広く普及。ワークを機械に持ち込む
- ポータブルガン型:手持ち式のガンを使用。ワークに機械を持ち込む形式。大型部品・現場溶接に使用
- サーボガン(ロボット溶接):サーボモーターで加圧力を精密制御するガンをロボットアームに取り付けた形式。自動車量産ラインの標準。加圧力のリアルタイム制御が可能
よくある質問
スポット溶接の強度はどれくらい?
強度はナゲット径・板厚・材質によって異なります。SPCC 1.6mm×2枚重ねの場合、引張せん断強度の目安は1打点あたり2〜5kN程度です。強度が不足する場合は打点数を増やすか、打点間隔を変えて対応します。
亜鉛めっき鋼板はスポット溶接できる?
可能ですが、条件設定に注意が必要です。めっき層の溶融による散り発生リスクが高く、電極へのめっき付着も多くなります。電極ドレッシング頻度を増やし、条件の最適化を行うことで品質を確保できます。
ナゲット径が小さいのはなぜ?
主な原因は①電流不足、②通電時間不足、③電極摩耗(先端面積の増大)です。まず電極の状態を確認し、ドレッシングを行ったうえで試打ちして確認します。
関連記事
まとめ
スポット溶接は、薄板の重ね接合に特化した高速・高効率の溶接方法です。本記事のポイントを整理します。
- 品質を決める3要素は「加圧力・溶接電流・通電時間」。この3つのバランスがナゲット品質を左右する
- ナゲット径の最小目安は「5×√t(板厚)mm」。JIS Z 3140を参考に条件を設定する
- 代表的な不良は散り・溶着不足・穴あき。いずれも電流・加圧力・電極状態の最適化で防止できる
- 電極は200〜500打点ごとにドレッシングが必要。亜鉛めっき鋼板では頻度を増やす
- TIG溶接・レーザー溶接との使い分けは「外観品質・継手形状・生産数量」で判断する


コメント