
製造業におけるトレーサビリティとは?
トレーサビリティ(Traceability)とは、製品の原材料の調達から製造・検査・出荷・使用にいたるまでの過程を、記録によって追跡・遡及できる仕組みのことです。日本語では「追跡可能性」と訳されます。
製造業でトレーサビリティが重視されるのは、不良品や事故が発生したときに「どこで・何が・どう起きたか」を素早く特定し、被害を最小化するためです。記録がなければ影響範囲を特定できず、リコール対応や原因究明に多大な時間とコストがかかります。
本記事では、トレーサビリティの基本概念から、実務での記録方法、不良発生時の遡及手順、システム化のポイントまでを具体的に解説します。
トレーサビリティが求められる背景
品質事故・リコール時の影響範囲特定
製品不良が発覚した際、トレーサビリティ記録があれば「どのロットの材料を使い・どの工程で加工し・どの顧客に納品したか」を迅速に特定できます。記録がなければ、安全のために全製品を回収する「広域リコール」を余儀なくされるケースもあります。
2000年代以降、自動車・食品・医療機器を中心にリコール件数は増加傾向にあり、トレーサビリティの整備は企業リスク管理の観点からも不可欠です。
法規制・顧客要求(ISO 9001・IATF 16949)
主要な品質マネジメント規格では、トレーサビリティの整備が明確に要求されています。
- ISO 9001:2015(箇条8.5.2「識別及びトレーサビリティ」):顧客または法的要求事項がある場合、製品の状態を識別・管理し、トレーサビリティを確実にすることが求められる
- IATF 16949(自動車業界品質マネジメント規格):ISO 9001の要求に加え、全ての製造工程での記録保持・工程変更の追跡が厳格に要求される
- 医療機器規制(ISO 13485):製品寿命+2年以上の記録保存が原則。リコール対応のための個体識別が求められるケースもある
業界別の要求水準の違い
| 業界 | 要求レベル | 記録保存期間の目安 | 主な規格・法規制 |
|---|---|---|---|
| 自動車 | 非常に高い | 15〜20年(車両寿命基準) | IATF 16949・OEM個別要求 |
| 医療機器 | 非常に高い | 製品寿命+2年以上 | ISO 13485・薬機法 |
| 食品 | 高い | 2〜5年(品目による) | 食品衛生法・FSSC 22000 |
| 電子部品 | 中〜高い | 5〜10年 | 顧客要求・RoHS対応 |
| 一般機械 | 中程度 | 3〜5年(ロット単位) | ISO 9001 |
トレーサビリティ記録の基本要素
何を記録するか
製造トレーサビリティの記録には、最低限以下の情報が必要です。
- 材料・部品情報:ロット番号・仕入先・受入日・受入検査結果
- 製造情報:製造日・製造ライン・設備ID・作業者ID・工程番号
- 検査情報:検査日・検査者・測定値・合否判定
- 出荷情報:出荷日・納品先・納品数量・ロット番号または製品シリアル番号
ロット番号・シリアル番号の採番ルール
現場でよく使われるロット番号の形式例:
- 日付+連番形式:「20260327-001」(2026年3月27日の1本目)
- 工場コード+日付+連番:「A-260327-001」(A工場、2026年3月27日、001番)
- 製品コード+製造週+連番:「XB001-2613-05」(製品XB001、2026年第13週、5ロット目)
採番ルールは一度決めたら変更しないことが原則です。システム化の際にルールが複雑すぎると入力ミスや重複が起きやすいため、シンプルに設計します。
バーコード・QRコード・RFIDの特性比較

| 識別手段 | 情報量 | 読み取り精度 | 導入コスト | 主な用途 |
|---|---|---|---|---|
| バーコード(1次元) | 少ない(〜数十文字) | 高い(接触・近距離) | 低い | 製品コード・ロット番号の読み取り |
| QRコード(2次元) | 多い(〜数千文字) | 高い(多方向対応) | 低〜中程度 | 製造情報・検査記録・シリアル番号の全情報埋め込み |
| RFID | 非常に多い | 非接触・複数同時読み取り可 | 高い(タグ+リーダー) | パレット・コンテナ管理・入出庫の自動記録 |
小規模の製造現場ではQRコードが費用対効果の高い選択肢です。大量の物の一括管理(倉庫・物流)にはRFIDが有効ですが、導入・維持コストが高くなります。
実務でのトレーサビリティ運用フロー
① 入荷時の材料ロット登録
納品書と現物のロット番号を照合し、システムまたは帳票に入力します。受入検査の結果(合否・測定値)もこの段階で紐付けます。材料ロットが正確に登録されていないと、以降の全工程の記録が無効になるため、最も重要な工程です。
② 製造工程中の紐付け
各工程で「どの材料ロットから・どの設備で・誰が・いつ」加工したかを記録します。工程が複数ある場合、中間品のロット番号を引き継ぐか、製品固有の製造番号(シリアル番号)で一気通貫に管理するかを設計段階で決めておきます。
③ 出荷時の記録完結
出荷する製品のロット番号・数量・納品先・出荷日を記録し、検査記録と紐付けて完結させます。顧客からトレーサビリティ記録の提出を求められる場合(自動車・医療機器など)は、この時点で提供できる体制を整えます。
不良発生時の遡及調査:実際の手順
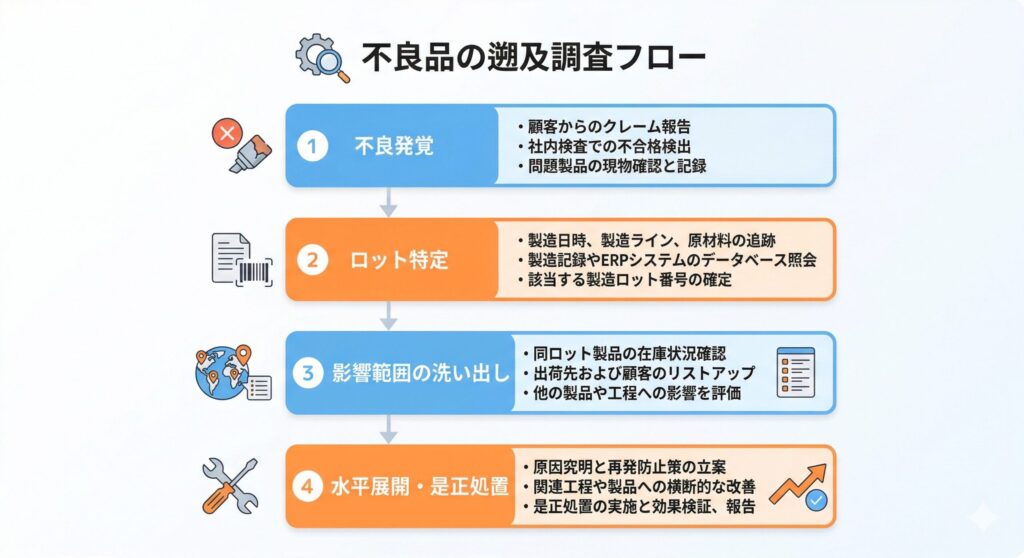
不良品が発覚した場合、トレーサビリティ記録を使った遡及調査の流れは以下のとおりです。
- 不良ロットの特定:不良品のロット番号・製造番号から、いつ・どのラインで製造されたかを特定する
- 原材料・部品の遡及:使用した材料ロット・仕入先を特定し、材料起因か工程起因かを切り分ける
- 影響範囲の洗い出し:同じ材料ロットまたは同じ工程条件で製造された製品の出荷先・在庫をリストアップする
- 水平展開・是正処置:特定した製品の回収・再検査・出荷停止を実施し、原因に対する是正処置を講じる
紙管理 vs デジタル管理での調査速度の差
| 項目 | 紙帳票管理 | デジタル管理(MES・ERP) |
|---|---|---|
| 影響範囲の特定速度 | 数時間〜数日(手作業で帳票を検索) | 数分〜数十分(システム検索) |
| 記録の正確性 | 手書きミス・転記漏れのリスクあり | スキャン・入力の自動化で精度向上 |
| 記録の保存・検索 | 物理保管・経年劣化リスク | 電子保存・検索容易 |
| 初期導入コスト | 低い | 中〜高い |
自社に合ったトレーサビリティ構築の判断基準
ロット単位 vs 個体単位:どちらを選ぶべきか
管理粒度の選択は、製品の単価・品質リスク・顧客要求によって決まります。
- ロット単位管理:同一条件で製造した一群をまとめて管理。食品・部品の量産に一般的。導入コストが低い
- 個体(シリアル)単位管理:製品1個ずつに固有の番号を付与。自動車・医療機器・高額製品に必須。管理コストが高い
判断の目安:製品1個の不良が重大な安全事故につながる場合や、顧客要求がある場合は個体管理を選択します。それ以外はロット管理でコストと効果のバランスを取ります。
デジタル移行のタイミングと注意点
紙管理からデジタルへの移行を検討するサインは以下のとおりです。
- 不良発生時の遡及調査に半日以上かかっている
- 記録の転記ミス・漏れが月に複数件発生している
- 顧客からトレーサビリティ記録の電子提出を求められた
- 製造品目・ロット数が増加し、紙管理の限界を感じている
移行時の注意点:まず現状の紙帳票の記録項目を整理し、「デジタルで何を管理するか」を明確にしてからシステムを選定します。ツールを先に決めると、システムに合わせた運用変更が生じ、現場の混乱を招くことがあります。
よくある課題と対策
記録漏れ・入力ミスを防ぐ仕組み
- バーコード・QRコードで手入力を排除:スキャンで自動入力することで転記ミスをゼロにできる
- 必須入力項目の設定:システムで記録が空欄のまま次工程に進めない設計にする
- 記録のダブルチェック:入力後に別担当者が確認するフローを設ける
記録の保存期間と廃棄ルール
記録の保存期間は法規制・規格・顧客要求の中で最も長い期間に合わせます。期間到来後の廃棄は「廃棄記録」を残したうえで実施し、廃棄したこと自体も追跡できるようにします。電子データは定期的なバックアップと、媒体の陳腐化(フロッピー・古いフォーマット等)への対策も必要です。
まとめ:トレーサビリティは「遡れる証拠」を作る仕組み
トレーサビリティとは、「何かあったときに素早く正確に遡れる証拠を残す仕組み」です。本記事のポイントを整理します。
- ISO 9001・IATF 16949・ISO 13485 など主要規格でトレーサビリティの整備が求められている
- 記録すべき基本要素は「材料・製造・検査・出荷」の4つ。ロット番号の採番ルールはシンプルに設計する
- 識別手段はQRコードがコスト・情報量のバランスで優れる。大量物品の一括管理にはRFIDが有効
- 不良発生時は「ロット特定→影響範囲洗い出し→水平展開」の順で遡及調査を行う
- 管理粒度はロット単位か個体単位かを、製品リスクと顧客要求に応じて判断する
- デジタル移行は「現状の記録項目整理」から始め、ツール先行で導入しない


コメント